


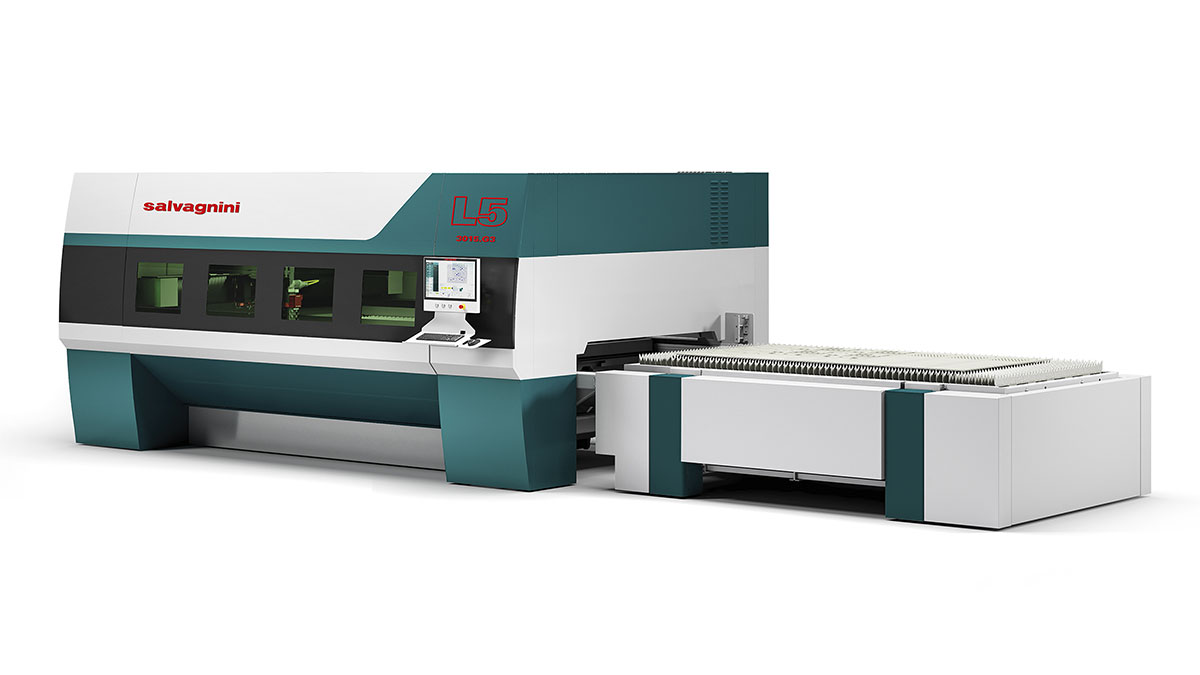
Laser fibre à dynamique élevée
Le L5 est un laser particulièrement performant avec une dynamique élevée sur les épaisseurs fines et moyennes à fines.

Aperçu du produit
Le stockage et les dispositifs de chargement/déchargement/tri automatiques augmentent l’autonomie du système, en retrouvant l’efficacité à la fois dans les étapes de traitement individuelles et tout au long du processus de production. Ils éliminent en effet les entraves et réduisent l'incidence des coûts de main d’œuvre.
Le compas est un système performant pour la découpe d'imbrication, dans laquelle les positions optimisées des pièces exigent des mouvements de tête rapides mais très courts et une précision de découpe. Une modulation des paramètres, les algorithmes propriétaires qui contrôlent la cinématique, un contrôle total du processus et des capteurs évolués participent à l’amélioration du rendement général.
Les fonctions propriétaires telles que TRADJUST, l'interface multi-tâches simple et intuitive, couplée à une grande accessibilité, le terminal portable sur la machine, les systèmes de vision artificielle et les solutions de traçage et d'identification des pièces, permettent aux opérateurs de résoudre sans effort les problèmes qu'ils rencontrent, dans leur travail quotidien, ce qui rend le L5 agile et facile à utiliser.
Des solutions techniques de pointe, un contrôle total du processus avec des capteurs d'avant-garde, une numérisation et le logiciel OPS, pour une gestion de la production en temps réel, éliminent les opérations à faible valeur ajoutée, en annulant les temps d'arrêt et en réduisant le coût à la pièce, au profit d'un accroissement des performances en usine.

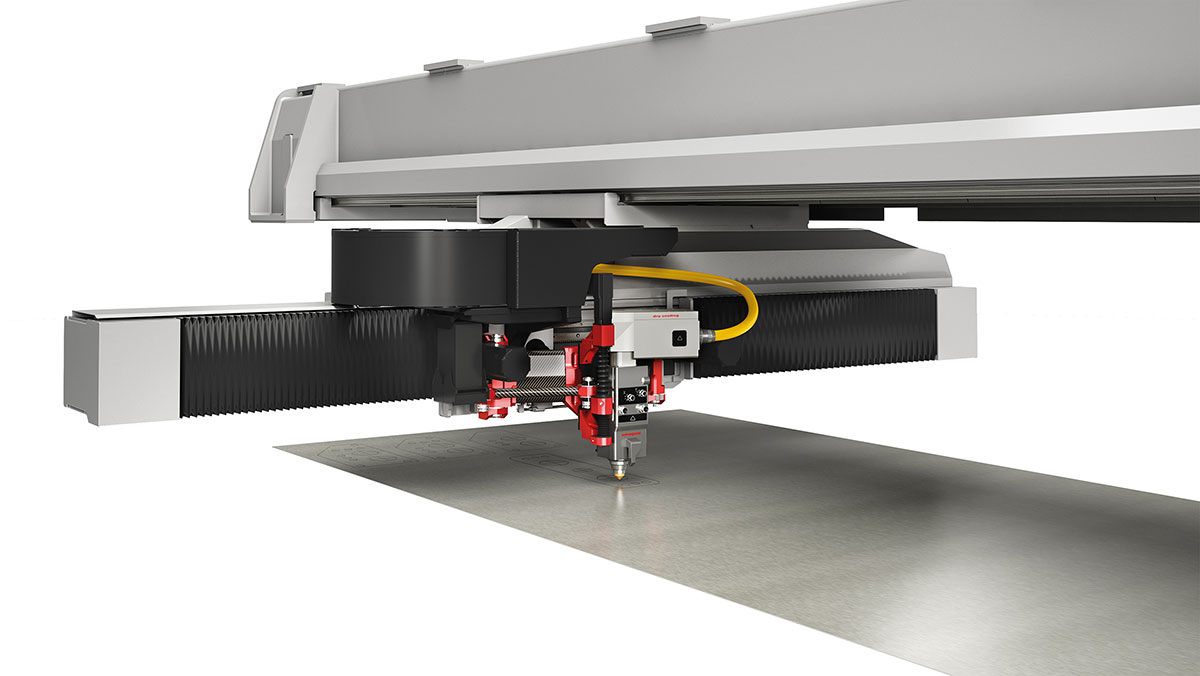
Structure à poutre porteuse
Salvagnini a fait breveter une structure à poutre porteuse avec manipulateur aérien léger, qui offre de nombreux avantages : une grande rigidité, la rapidité, la précision de positionnement et l’accessibilité à l'ensemble du plan de travail.
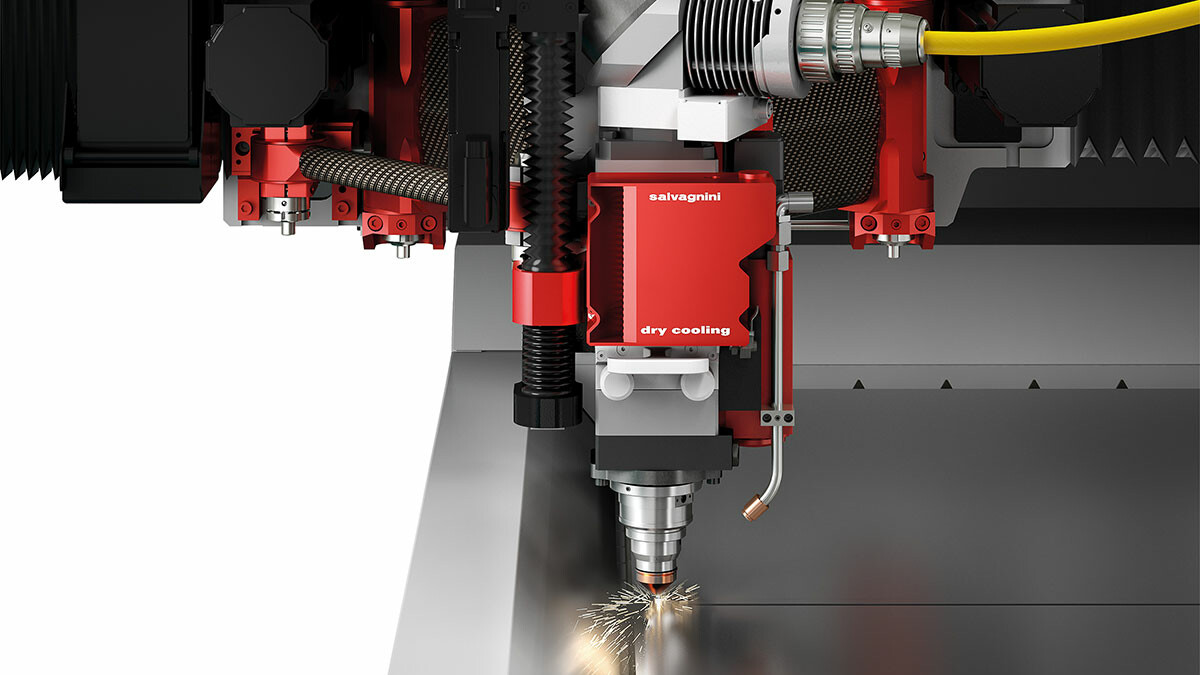
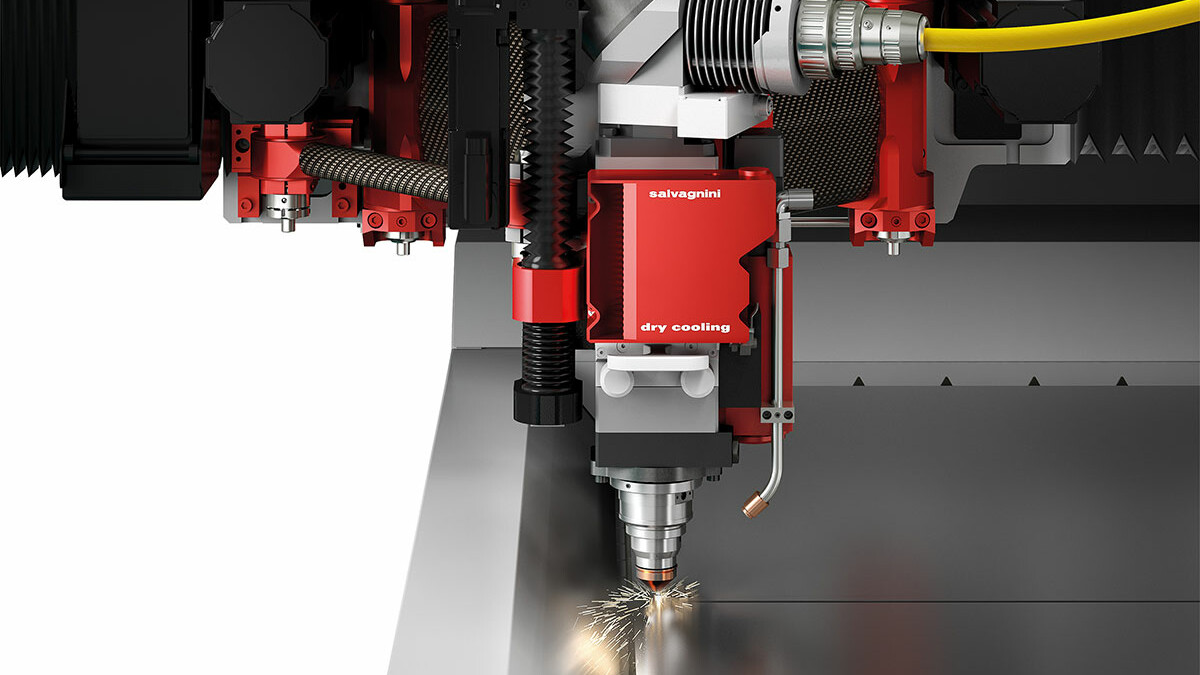
Tête laser Salvagnini
Le L5 est muni d’une tête optique unique qui découpe toute la gamme d’épaisseurs usinables avec une haute qualité. Les changements de production sont extrêmement rapides parce qu’ils ne demandent aucun ajustement. La technologie brevetée DRY-COOLING contrôle activement la température de l’optique.
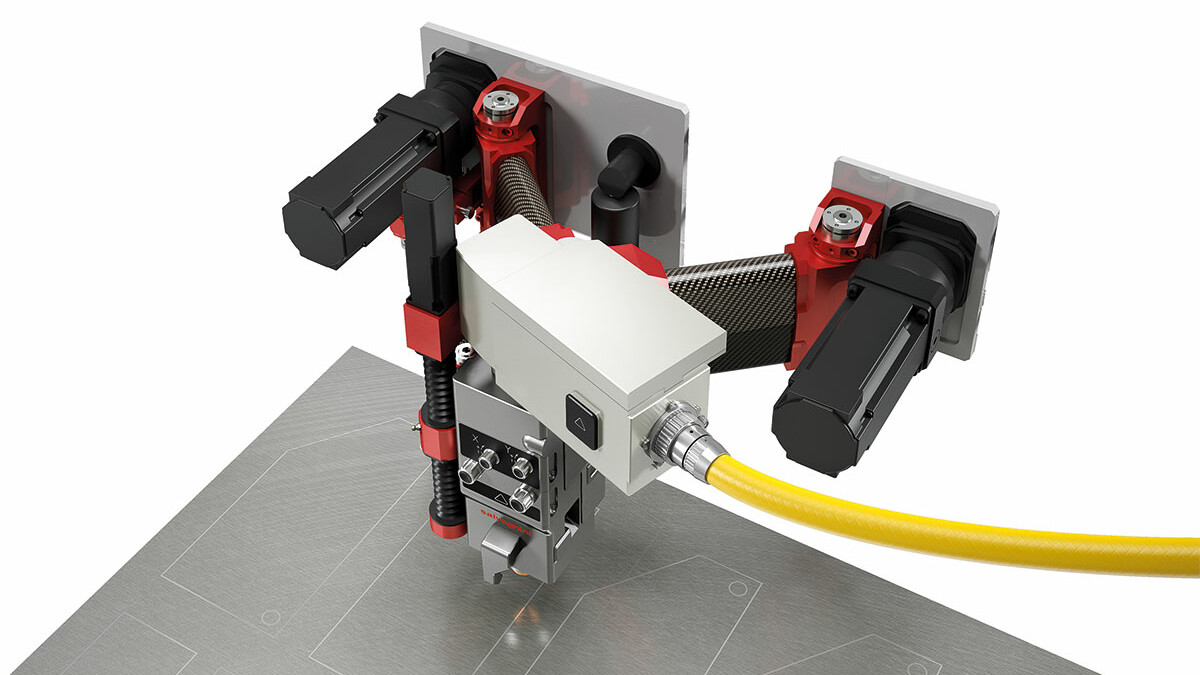
Compas sophistiqué
Doué d'une inertie réduite, par l’exploitation de moteurs rotatifs, le compas déplace la tête sur le plan XY avec une dynamique élevée, atteignant des accélérations 5g sur les mouvements courts. Le compas est contrôlé par un algorithme spécial, intégré à la commande numérique propriétaire.
TRADJUST
La fonction TRADJUST intégrée au système de contrôle propriétaire de Salvagnini sert pour moduler automatiquement les paramètres de découpe selon les trajectoires. Elle simplifie l’utilisation du L5 car il utilise un seul paramètre de découpe pour chaque matériau et épaisseur, quelle que soit la taille du profil de découpe.



Industrie 4.0
La transformation numérique et l’Industrie 4.0 sont des atouts majeurs pour préserver sa compétitivité sur le marché. Une fois adoptées, elles peuvent mettre en œuvre et gérer des systèmes complexes, intégrés, hautes performances et hautement automatisés. Elles aident également au développement de systèmes simples qui ne nécessitent pas de changements structurels pour la production, rendant le monde de la fabrication intelligente beaucoup plus accessible.
APC2
Le capteur adaptatif surveille le perçage en temps réel, pour une plus grande vitesse et une qualité supérieure. Il contrôle également les chutes de découpe. En cas de défaut, il interrompt le processus puis le relance avec des paramètres ajustés. Il sert également pour chercher automatiquement la longueur focale.
ANC
Le changeur de buse automatique, avec un magasin porte-buses, augmente l’autonomie du L5 dans une production automatisée.

AQM/APM
Ces dispositifs clés en main, complémentaires d’ACUT, connectent directement à l’alimentation pneumatique de l’usine ou à un compresseur en amont du système. AQM filtre l’air tandis qu’APM assure les valeurs de pression nécessaires pour le processus de découpe.
Dans l’univers laser, l’automatisation joue un rôle de plus en plus important : d’une part, les risques de vitesses de découpe transforment le chargement et le déchargement en freins et d'autres part, l’automatisation peut aider à réduire l'impact des coûts de personnel. Les connexions de chargement/déchargement et tri répondent à toutes les exigences d’automatisation : du fonctionnement autonome à l’intégration dans des cellules flexibles ou dans des usines entièrement automatisées.
CPE
Le changeur de palette CPE pour le chargement-déchargement manuel est utilisé pour le remplacement rapide de palettes. La matière première entre toujours au-dessus du flan découpé sortant.
ADB
La connexion ADB prélève automatiquement le flan dans une pile en temps masqué.

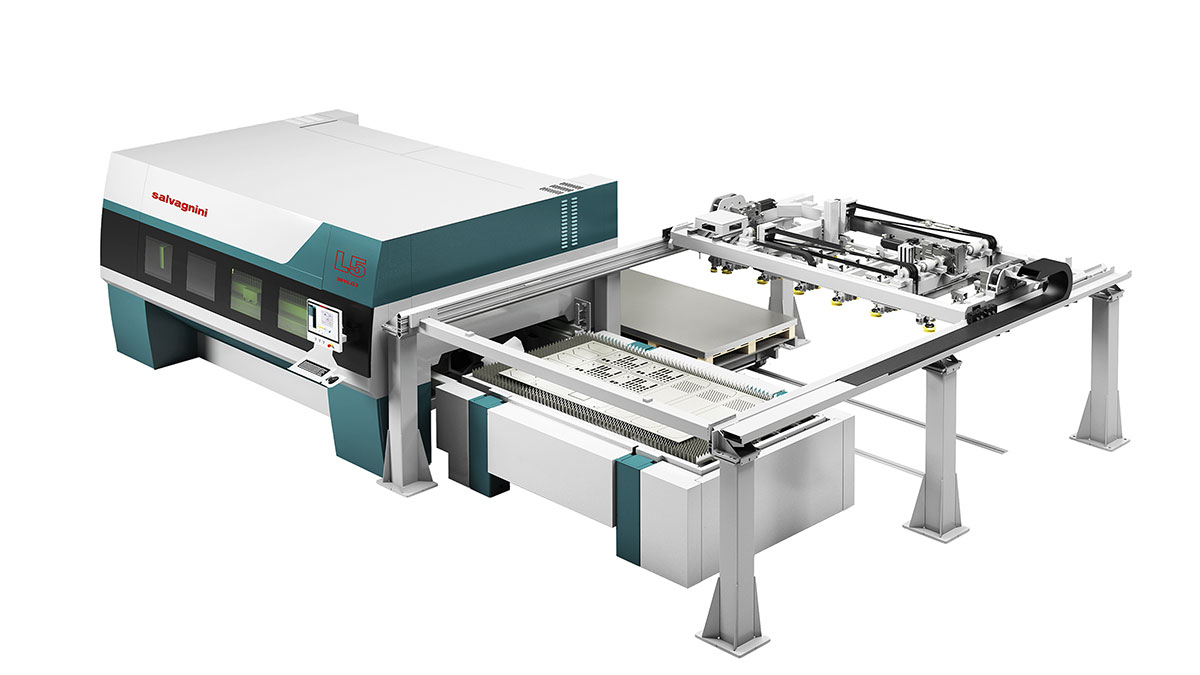
ADLU & ADLL
Les dispositifs ADLU et ADLL automatisent le chargement de la tôle et le déchargement des flans découpés en des temps de cycle très rapides. Ils éliminent également la manipulation intermédiaire faite normalement par l’opérateur et sont conçus pour l’intégration avec le MCU.
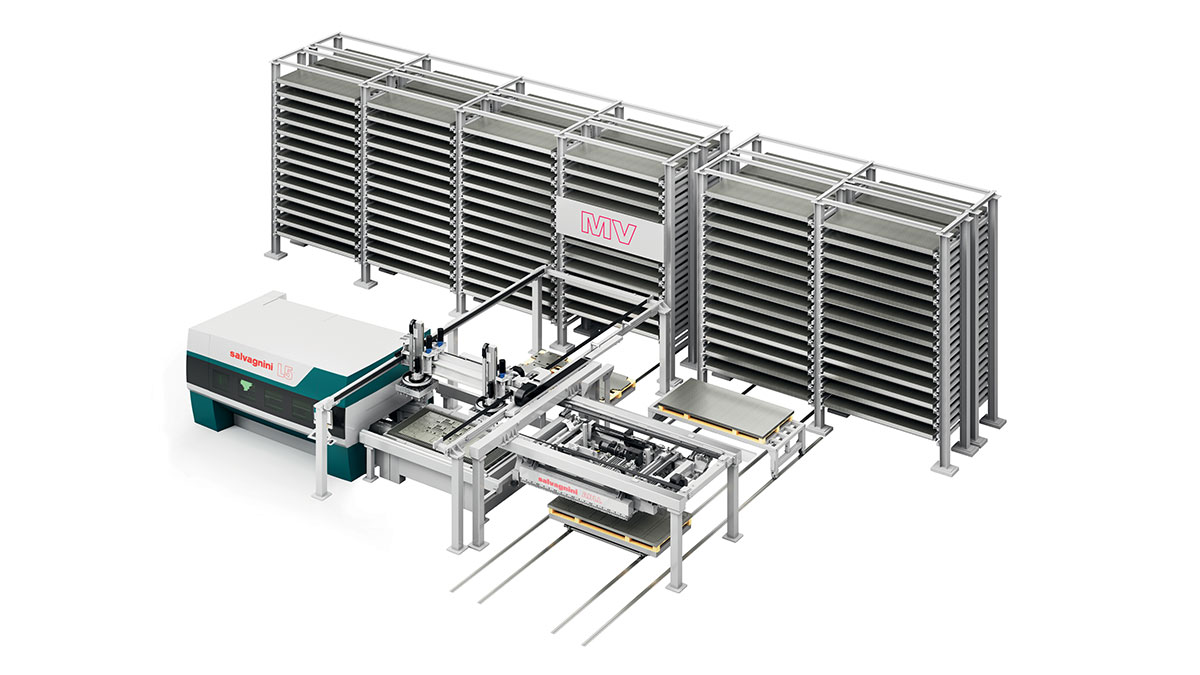
MV
Le magasin de plateaux MV avec grue de prélèvement permet un fonctionnement totalement automatisé. Il est donc synonyme d’une grande autonomie dans la gestion de la tôle et des pièces semi-finies et finies.
Système intelligent, qualité constante
Pratiquement tout ce que vous avez toujours voulu savoir sur le laser à fibre L5, expliqué avec clarté.
La productivité d’un laser est affectée par des facteurs de marché, c’est-à-dire tout ce que le système ne peut pas contrôler, comme la taille des lots, la fréquence des changements de production et le mélange de matériaux/épaisseurs, ainsi que par des facteurs technologiques, qui sont liés aux caractéristiques du système de découpe, tels que la puissance de la source, le niveau d’automatisation et de numérisation.
Le champ d’application, avec sa combinaison spéciale de matériaux, d’épaisseurs et de stratégies de production, est le facteur clé dans le choix des technologies: polyvalent et transversal, comme le cas du L3, ou à haute dynamique, comme le L5.
Des tailles de lots de plus en plus petits nécessitent une automatisation rapide pour des changements de production véloces ou en temps masqué. Salvagnini propose une large gamme de solutions: des systèmes à hautes performances, à la fois modulaires et compacts, pour une meilleure gestion de la sortie, ainsi que des systèmes s’ouvrant sur des processus en aval et conçus pour être intégrés de façon efficace dans le flux de production de l’usine.
La gamme d’épaisseurs usinables et la performance de découpe dépendent de la puissance de la source. Pour répondre à différents besoins de production, Salvagnini a introduit une source 6kW à haute densité de puissance et une source 10kW.
Le compas, système mécanique original, déplace la tête laser avec des accélérations pouvant atteindre 5g, sans besoin de moteurs linéaires. Il contribue en cela à accroître la productivité du système, tout en maintenant une consommation réduite.
L’efficacité et la productivité se concrétisent par l’élimination des temps d'arrêt, l’optimisation du processus et la simplification du système de contrôle : ces objectifs peuvent être atteints grâce à des solutions numériques, qui aident l’opérateur dans son travail, et au logiciel de processus OPS qui gère l’échange d'informations avec l’ERP (progiciel de gestion intégré) en temps réel et équilibre le flux de production.
Augmenter la productivité d’un laser signifie garantir son efficacité tout au long du processus. La formule de Salvagnini associe la puissance de la source à des capteurs intelligents et des solutions intégrées au laser L5, à l'automatisation en amont et en aval du processus de découpe et à la numérisation. Le résultat ? Des performances supérieures et un processus de production optimisé.
Le L5 est équipé d’une seule tête laser, conçue par Salvagnini, utilisée à découper tous les matériaux et épaisseurs autorisées. Elle est montée sur un système de compas en fibre de carbone à la cinématique sophistiquée, qui déplace la tête sur le plan XY avec une dynamique allant jusqu’à 5g sur les mouvements courts. Il est équipé du système breveté DRY-COOLING, utilisé pour contrôler activement la température de l’optique. Ses capteurs contrôlent et adaptent le perçage en temps réel, surveillent toute perte de découpe, arrêtent le processus et le redémarrent avec des paramètres dûment rectifiés. Incorporée à la commande propriétaire, la fonction TRADJUST assure une modulation automatique des paramètres selon les trajectoires facilitant ainsi l’utilisation du système.
Le marché demande des systèmes de pointe avec de hautes performances, qui sont automatisés en vue de la facilité d’emploi, de gestion et de maintenance. Le L5 est un laser agile : les fonctions propriétaires, l'interface homme-machine multitâche et les systèmes de vision artificielle aident les opérateurs à résoudre en un clin d'œil les problèmes liés à leur travail quotidien. Les solutions logicielles de Salvagnini connectent efficacement le laser à l’ERP de l’usine et à d’autres technologies en aval : de ce fait, la traçabilité des pièces est garantie, l’opérateur est aidé dans son travail de tri et de rétroaction progressive en temps réel à la gestion de la production, qu’elle soit humaine ou virtuelle.
Les systèmes de vision artificielle implémentés sur le L5 simplifient les tâches qui prennent du temps ou génèrent des erreurs et des rebuts. Ce sont des solutions simples qui augmentent la flexibilité du système et élargissent son champ d’application. AVS transforme la découpe laser en une station de poinçonnage en aval, ce qui signifie une précision maximale des pièces découpées. SVS récupère les chutes et les restes de tôles, en répondant aux besoins urgents ou en remplaçant tout rebut dans les usinages en aval. NVS contrôle le centrage du faisceau laser et utilise les algorithmes d'apprentissage machine pour surveiller l’état de la buse et réduire les rebuts.
C’est la combinaison parfaite: la numérisation a conduit au développement de solutions simples, qui ont transformé plusieurs processus traditionnels en flux de production intelligents. OPS, le logiciel modulaire de gestion de la production, reçoit la liste de production de l’ERP/MRP (planification des ressources/planification des besoins en capacités) de l’usine en temps réel et aident aux activités de programmation, définissant les priorités, les règles et les algorithmes. OPS participe par conséquent à l’automatisation du processus en dotant le système d’intelligence. Les applications OPS pour simplifier la gestion de l’atelier comprennent le PDD, qui épaule l’opérateur via l’écran pour une séparation et un tri manuel des pièces et le LPG, qui guide l’opérateur au laser dans la séquence de prélèvement.
Ces enjeux concernent notamment la récupération de l'autonomie et du rendement. L'automatisation des opérations de chargement/déchargement/tri garantit une meilleure performance du système de découpe et procure des avantages à toute la chaîne de fabrication. Implémenter un logiciel de bureau simple et rapide réduit le risque de transformer la programmation en un frein de la production. L'intégration de l’ERP/MRP et du logiciel de gestion de la production automatise la distribution de l'information et aide à créer un environnement de production allégé et à l’abri des erreurs.
L’automatisation joue un rôle de plus en plus important : les systèmes laser les plus performants nécessitent des dispositifs de chargement/déchargement/tri tout aussi performants. Ces solutions garantissent non seulement une efficacité et une autonomie accrues pour les systèmes qu'elles desservent, mais elles réduisent également l’impact des coûts du personnel et le temps de retour sur investissement.
Les données de LINKS, la solution IdO de Salvagnini, montrent que l’efficacité d’un système laser indépendant ne dépasse généralement pas 60%. Ce paramètre varie en fonction de la configuration : des systèmes dotés d’automatisation ont des valeurs de rendement moyennes nettement plus élevées, atteignant 80% pour les solutions de chargement/déchargement horizontales et jusqu’à 90% dans le cas du magasin LTWS.
Le niveau minimum d'automatisation pour le laser L5 est le dispositif CPE, le changeur de palettes électrique ultra rapide. La matière première à usiner passe toujours au-dessus du matériau qui a été découpé, en évitant que toute chute d’un usinage précédent ne se dépose sur la tôle. L'intégration dans des systèmes d’automatisation aide à exploiter pleinement la dynamique élevée du compas pour atteindre une productivité extrême, un rendement du processus hors du commun et une fiabilité importante dans des tâches totalement automatisées.
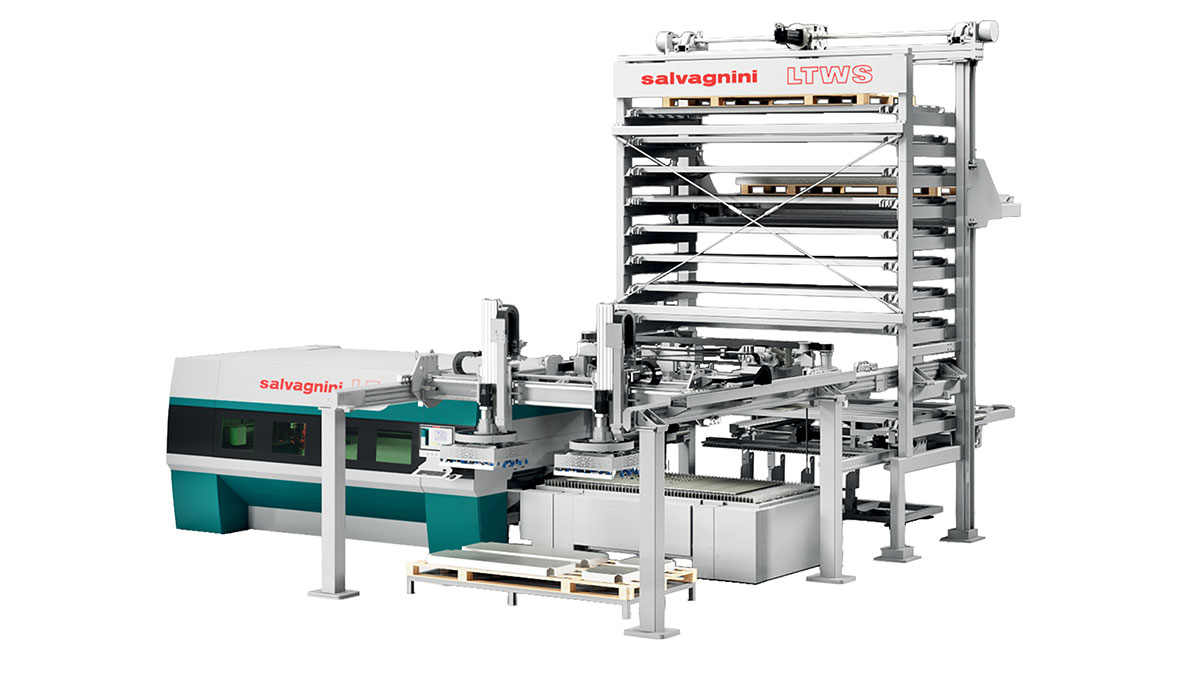
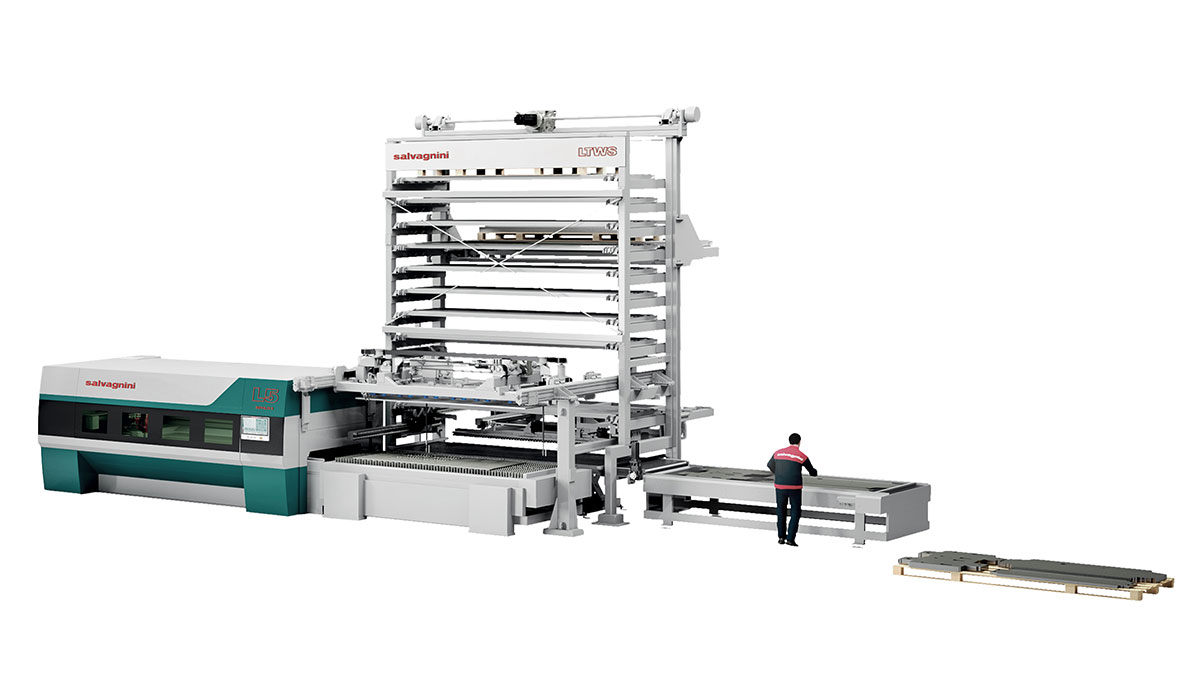
Le magasin LTWS dispose d’un chargement/déchargement automatique, un facteur favorable à l’augmentation de l’autonomie du système de découpe. Il garantit la disponibilité de différents matériaux et épaisseurs pour un usinage en production juste à temps, une réduction des temps d'attente pour l’approvisionnement en tôles et une baisse de la dépendance de l’opérateur. Dans les contextes caractérisés par de faibles volumes et des changements rapides de production, LTWS est un choix gagnant.
Le magasin LTWS offre des performances encore meilleures lorsqu’il est équipé d'un dispositif de tri : le MCU automatique ou le TN manuel. Le magasin gère différents matériaux, épaisseurs et tailles, en réduisant les temps d'attente et en passant à la vitesse supérieure dans le chargement/déchargement : 50 secondes suffisent. STORE, le logiciel de contrôle du magasin est capable d’identifier les plateaux de chargement vides en tant que plateaux sur lesquels empiler la matière usinée, en augmentant ainsi l’autonomie opérationnelle.
Logiciel
L'industrie a changé : la flexibilité et l’efficacité sont des exigences fondamentales pour la gestion accrue de plus petits lots ou le changement rapide des références de pièces. Les développements technologiques ont en quelque sorte bouleversé l’équilibre entre les charges de travail, avec des systèmes de plus en plus rapides qui demandent cependant à être guidés par des programmes machine à la spécificité accrue et dont l’élaboration prend de plus en plus de temps. C’est pourquoi le logiciel revêt une importance croissante pour améliorer le rendement de l’équipement.


Logiciel de gestion de production modulaire de Salvagnini, OPS optimise l’ensemble du processus de production, en échangeant des informations en temps réel entre la machine et l’ERP/MRP de l’usine.

LINKS, solution IoT de Salvagnini, augmente le rendement global du système de découpe. LINKS permet une surveillance en temps réel des performances de la machine et une analyse indépendante.
Données techniques
| Modèles | L5-30 | L5-40 |
| Surface de travail XY (mm) | 3048 x 1524 | 4064 x 1524 |
| Course axe Z (mm) | 100 | 100 |
| Vitesse maximale XY (m/min) | 156 | 156 |
| Précision1 | ||
| Erreur Pa | 0,08 | 0,08 |
| Dispersion moyenne Ps | 0,03 | 0,03 |
| Sources fibre | 2000 W | 3000 W | 4000 W | 6000 W | 800WE5 | 8000 W | 10000 W |
| Capacité de découpe (épaisseur en mm)2 | |||||||
| Acier | 15 | 20 | 20 | 25 | 25 | 25 | 25 |
| Acier inoxydable | 10 | 12 | 15 | 20 | 25 | 25 | 30 |
| Aluminium | 8 | 10 | 15 | 20 | 25 | 25 | 30 |
| Cuivre | 5 | 8 | 8 | 8 | 10 | 10 | 10 |
| Laiton | 5 | 6 | 8 | 8 | 10 | 10 | 10 |
| Épaisseur minimale (mm) | 0,5 | ||||||
| Consommation (en kW) | |||||||
| Puissance absorbée maximale (en kW)3 | 16 | 18 | 21 | 28 | 28 | 34 | 45 |
| Puissance absorbée moyenne (en kW)4 | 11 | 12 | 13 | 16 | 16 | 20 | 24 |
1 Mesure calculée selon la norme VdI3441 sur les longueurs maximales des axes.
2 La qualité de découpe sur les épaisseurs limites peut dépendre des géométries requises, de la qualité du matériau et des conditions opérationnelles du système. Aux valeurs limites, le bord inférieur de la découpe peut présenter des bavures. Ces valeurs sont pour Salvagnini des matériaux de référence.
3 Puissance absorbée maximale, calculée sur la base de la configuration standard du système (machine, source, refroidisseur, aspirateur de fumées), dans 3 cycles de découpe sur acier doux de 0,8 à 6 mm.
4 Puissance absorbée moyenne, calculée sur la configuration de système standard (machine, source, refroidisseur, aspirateur de fumées), dans 3 cycles de découpe sur acier doux de 0,8 à 6 mm.
5 Version à haut rendement.